
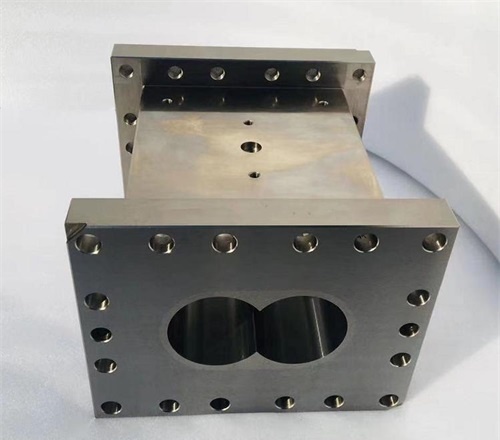
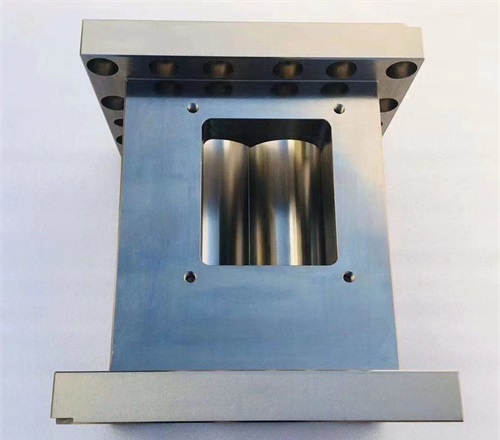
生物可降解母粒生產專用設備


改性企業想要做出滿意的產品,離不開好的雙螺桿擠出機。但實際上,物料在筒體里面充分混合、混煉后,常常使得筒體與螺紋元件磨損嚴重,企業不得不頻繁更換這兩大部件,既影響了改性企業生產效率,同時還增加企業運營維護成本。如何有效降低雙螺桿擠出機筒體、螺紋元件的更換頻率,解決辦法就是延長其使用壽命。
影響機筒、螺紋元件壽命的5大因素
1、普通磨損
當塑料基粒、輔料與助劑進入筒體混合、混煉時,必然會帶有摩擦,摩擦導致筒體與螺紋元件磨損。特別是碳酸鈣和玻璃纖維等填充料,這些物質對金屬材質的磨擦力往往比熔融塑料的大得多。
2、腐蝕磨損
輔料與助劑可能帶有腐蝕性,直接腐蝕筒體內壁,導致筒體壽命降低。
3、高強度磨損(重磨損區)
——加料區域
底部套筒連接軸連接整個螺桿,這里是第一節筒體的地方,通常也是加料區域,機械磨損比較厲害。在第一節加入碳酸鈣、滑石粉等等,這些助劑還沒有熔融,基本處于固體狀態,筒體內壁與固體直接磨擦,使得內壁磨損很厲害,這是第一個重磨損區。
——加玻璃纖維區域
在第5、6、7螺紋元件區,這里通常是添加玻璃纖維的地方,玻璃纖維是長絲,在進纖口會勒住八字孔尖角部位,在此處筒體會勒出很深的凹槽;另外玻璃纖維在高轉速中剪切,相應地產生更多被撕碎的纖維,被撕碎的纖維含有鋒利末端,令磨損力大為增加,磨損筒體內壁。
——中間區域
雙螺桿頂端受到壓力,使得中間區域螺桿在高速運轉中處于彎曲狀態,而且撓度(彎曲量)至大,掃膛很厲害,對筒體磨損很明顯。
——桿頭區域
頂端區域的螺桿處于懸臂狀態,受重力影響,向下垂。物料進入后,會托起螺桿頂端,導致下面的間隙小,上面的間隙大,螺桿的外徑與筒體內壁磨擦,筒體內壁下部分刮的很厲害,長時間不換都是凹槽。
4、工況(溫度、壓力影響)
擠出機工作環境是非常惡劣的,塑料的熔融溫度一般較高,如: 聚碳酸酯熔融溫度達到240℃左右,尼龍達到280℃左右,PPS達到290℃左右。在高溫情況下,金屬物理屬性下降,導致筒體壽命降低。
5、筒體內水分、空氣、氧氣等其他成分氣體
當筒體里面混雜氧氣、水蒸氣的時候,筒體磨損更厲害。
工況溫度、壓力和筒體內水分、空氣很難改變,目前只能通過應用更耐磨、抗腐蝕的材料做成筒體,以延長擠出機筒體、螺紋元件壽命。
通常筒體的材料有6542高速鋼、Cr12MoV、鎳基合金三種,以下簡單對比一下這三款材料:
材料名稱 | 鎳基合金 | 6542 | Cr12MoV |
材料類型 | 鎳基合金,鎳含量高于60% | 高速鋼,鐵含量約70% | 模具鋼,鐵含量約85% |
耐腐蝕性能 | 優 | 良 | 中 |
耐磨性能 | 合金中含大量高硬度硬質相,耐磨性優良 | 耐磨性一般 | 耐磨性一般 |
綜合性能 | 含鎳量高,同時具有優良的耐磨性能和耐腐蝕性能,更適合用于兼具磨損和腐蝕的工況。 | 耐磨性一般,具有一定在耐腐蝕性能,適合用于磨損及輕微腐蝕工況。 | 耐磨性一般,耐腐蝕性能較差,適合用于磨損較輕及無腐蝕工況。 |
(點擊圖片查看詳情)
我司還在持續供應更耐磨、抗腐蝕性的筒體,針對不同的工況環境,不同的混料設計不同屬性的筒體與螺紋元件,讓使用時間更長。客戶可以依據自己的物料特性來選擇合適的筒體及螺紋元件材質。

查看更多
查看更多
查看更多
查看更多








